专注精密冲压 引进国外先进设备
多家世界知名品牌供应商
Jimmy@fcejmdg.com
13922979180
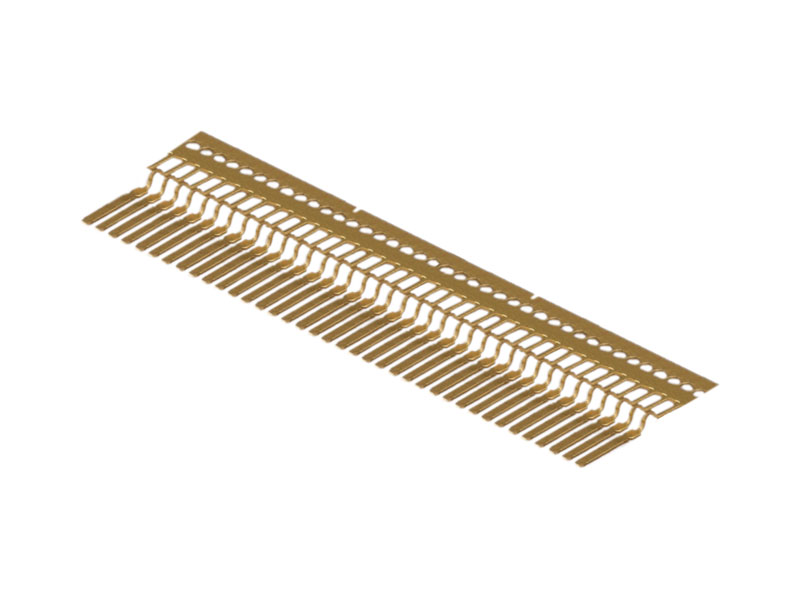
五金拉伸件加工出现模卡件带料原因?
时间:2022-09-06 11:24
冲压件加工修边序模具,一般在调试阶段容易出现上模卡件带料现象,其主要原因:
冲压件加工修边序模具,一般在调试阶段容易出现上模卡件带料现象,其主要原因:
1、压芯无法起到压件和退料:压芯受力不均匀,导向存在间隙,卡死不退料;
2、修边后压芯退料力不够;
3、修边后制件变形卡在压芯内。
冲压件加工修边带料卡件的改进及预防措施如下:

1、解决问题
1)对于压芯受力不均、导向不正而导致的压芯卡死无法正常退料的情况,可调整导板与导滑面间隙。
2)弹簧排布位置和更换弹簧规格等保证受力均匀。
3)压芯导向:对压芯进行导向,主要是保证压芯与凹模刃口间隙,一般值为0.5mm。
4)压芯行程:压芯行程要求刃口剪切前压芯先对制件进行预压紧;制件压紧前剪切易造成制件变形、修边撕裂、卡件等。在凹模接触到冲压件前,压芯预压紧行程≥10mm。
2、解决问题
1)退料力更加板厚、形状不同而变化,一般为冲裁力的4-20%。
2)冲压件加工同时修边模具中存在立切时需加大退料力。
3)力源优选弹簧,力源布置靠近工作部位;对于退料力要求不大的,可采用聚氨酯等提供退料力。
4)力的计算。弹簧压力F=kL,k与弹簧截面形状、内外径尺寸及弹簧钢材质性能有关,L为变形量;氮气弹簧其压力近乎线性变化,具有无需预紧、初始压力大、占用空间小、寿命长和每分钟响应频率可达40次以上等优点。
猜您喜欢的文章
-
- 2022-11-03
- 2022-10-27
- 2022-10-25
- 2022-10-25
- 2022-10-18
- 2022-10-18
- 2022-10-13
- 2022-10-11
- 2022-11-01
- 2022-11-01
- 2022-10-20
- 2022-09-14
- 2022-09-14
- 2022-08-16
- 2022-08-16
- 2022-08-11

请加微信联系
地址:东莞市大岭山镇水朗村拥军路166-168号欧旻工业区A5栋1楼B区
电话:13922979180
邮箱:Jimmy@fcejmdg.com
© 2021 版权所有 东莞六田精密电子有限公司 粤ICP备2022064036号
建站+优化排名:深圳市非尔思网络科技有限公司

服务城市:广东省
河北省
福建省
浙江省
福建省
江西省
四川省
安徽省
服务市区: 深圳市 东莞市 广州市 江苏市 济南市 上海市 杭州市 佛山市 宁波市 达州市 聊城市 北京市




